Artificial intelligence (AI) has become a transformative force across industries, and manufacturing is no exception. The adoption of AI technologies is revolutionizing operations on production lines, manufacturing processes, and transitioning manufacturing into a new era.
The emerging role of AI in the manufacturing industry
As the manufacturing sector continues to embrace innovation and digital transformation, AI is playing an increasingly critical role in the industry’s future. Advances in machine learning, natural language processing, and computer vision are empowering manufacturers to make more intelligent decisions, optimize processes, and address challenges in previously inconceivable ways. In many cases, AI is being integrated into the manufacturing process to help organizations become more adaptive and responsive to market demands and fluctuations.
With the help of AI, manufacturers can achieve unprecedented levels of efficiency, accuracy, and productivity. AI-powered machines can work around the clock, without the need for breaks, and can perform tasks with unprecedented precision, reducing the risk of human error. This not only improves the quality of the products but also helps manufacturers save time and money.
This growing role of AI in manufacturing is further fueled by Industry 4.0, the fourth industrial revolution focused on digitalization and connectivity. The new paradigm has accelerated the adoption of smart technologies across the entire value chain, and AI is unquestionably one of the key drivers of this change.
Key benefits of AI implementation
As manufacturers implement AI technologies, they are realizing a host of benefits that extend beyond cost savings or efficiency improvements. These benefits include enabling faster time-to-market, personalization of products, improved safety, and higher levels of innovation. Furthermore, AI adoption is helping manufacturers take advantage of the vast amounts of data generated by the modern industrial processes, using advanced analytics to gain valuable insights, optimize strategies, and drive continuous improvement.
One of the most significant benefits of AI implementation is its ability to enable predictive maintenance. With AI-powered machines, manufacturers can detect potential issues before they become significant problems, allowing for proactive maintenance, and reducing downtime. This not only saves time and money but also helps to extend the lifespan of expensive equipment.
Another benefit of AI implementation is the ability to enhance product quality. AI-powered machines can detect even the slightest defects in products, ensuring that only high-quality products are released to the market. This not only helps with reputation building for the manufacturer but also helps reduce the risk of product recalls, which can be costly and damaging to the brand.
Additionally, AI can help manufacturers to optimize their supply chain management. By analyzing data from multiple sources, including suppliers, logistics’ providers, and customers, AI can help manufacturers identify potential bottlenecks and inefficiencies in the supply chain, allowing for more effective planning and execution. This helps reduce lead times, improve on-time delivery, and reduce costs.
Use Case 1: Predictive Maintenance
How AI enables predictive maintenance
One of the most promising applications of AI in manufacturing is its ability to facilitate predictive maintenance. Instead of waiting for equipment to fail, AI-powered predictive maintenance systems constantly analyze and monitor data generated from machines to identify patterns, anomalies, and signals that indicate potential maintenance issues. By interpreting this data, AI can predict when equipment will require maintenance—reducing downtime and minimizing the impact of unforeseen breakdowns.
AI-driven predictive maintenance is significantly more effective than traditional reactive or scheduled maintenance approaches, which often lead to unnecessary costs and disruptions. By leveraging AI, manufacturers can better allocate resources, enhance overall equipment effectiveness (OEE), and extend the lifespan of their assets.
Real-world examples and success stories
Take for instance, Siemens, a global powerhouse in the fields of energy, healthcare, and infrastructure, uses AI-powered models to monitor and analyze the performance of its wind turbines. By doing so, the company can predict potential issues and adjust maintenance schedules, accordingly, reducing the occurrence of unscheduled downtime and substantially increasing turbine efficiency.
Similarly, Harley-Davidson, the iconic American motorcycle manufacturer, has implemented an AI-based predictive maintenance system in its plants, resulting in a significant reduction of downtime and a 3% increase in Overall Equipment Efficiency within the first year.
Use Case 2: Quality Control
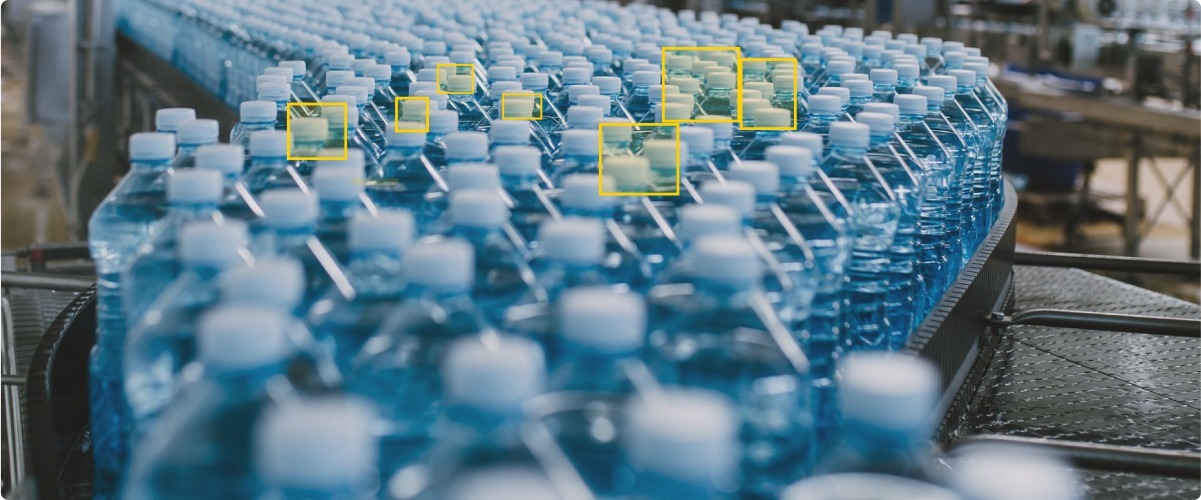
AI-powered visual inspection systems
Quality control and inspection are critical aspects of the manufacturing process, ensuring that products meet stringent quality standards and minimizing the risk of defects. AI-powered visual inspection systems are transforming this area, leveraging advanced computer vision algorithms to detect defects and deviations from the desired product specifications with far greater accuracy and speed than manual inspection.
These AI systems can examine products at various stages of the production process, identifying potential issues, and in some cases, even taking corrective action. This results in greater efficiency, cost savings, and higher levels of customer satisfaction, all while reducing the dependence on human inspectors who may be prone to errors and fatigue.
Improving product quality with AI
Foxconn, the world’s largest contract electronics manufacturer, has leveraged AI and machine learning to achieve a defect detection rate above 90% in some of its facilities, a marked improvement over its previous manual inspection methods. Similarly, GE Appliances has implemented an AI-based visual inspection system to ensure the quality of its dishwashers, reducing defects by 50% and achieving a significant increase in customer satisfaction scores.
Use Case 3: Production Optimization
AI-driven process automation
AI has the potential to revolutionize the way the production process is managed, providing invaluable insights, and enabling better decision-making through intelligent process automation. By analyzing various production-related data points in real-time, AI can identify inefficiencies, suggest optimizations, and dynamically adapt manufacturing operations to reduce waste, conserve energy, and boost productivity.
This streamlined approach to production management, fueled by AI-driven algorithms, allows manufacturers to optimize labor allocation, machine utilization, and workflow—delivering higher-output and improved profitability.
Enhancing efficiency and reducing waste
Tesla has integrated AI into its production processes to enhance efficiency, reduce production times, and minimize waste. As a result, the company has reported a 35% increase in vehicle production efficiency and a 75% decrease in production-related scrap material. Another example, Nestlé, the world’s largest food company, has turned to AI to optimize its production processes, resulting in significant energy savings and reduced carbon emissions.

Use Case 4: Workplace Safety
Real-time visual data to prevent workplace injuries
Despite the advancements in manufacturing efficiencies, physical labor still results in hundreds of thousands of injuries every year. Not only do these kinds of injuries lead to life altering scenarios for families of individuals enduring serious medical complications, but they also result in enormous hard and soft dollar costs for companies.
Thanks to the increased capabilities of GPUs and CPUs, companies can now host compute-intensive AI models in remote or hardened environments. These computer vision models can monitor dynamic aspects of individuals such as their pose or gait or simply monitor for smoke, fire, or weapons. These triggers are used to send real-time alerts for unsafe working conditions in real-time to maximize workplace safety and minimize the number of incidents.
Use Case 5: Supply Chain Management
AI in demand forecasting and inventory management
The effective management of a supply chain is crucial to the success of any manufacturing business. AI is increasingly being applied within supply chain management to improve demand forecasting, inventory management, and production planning. Through the analysis of vast amounts of data from various sources, AI can generate accurate demand predictions and optimize production schedules to minimize stockouts and overstock scenarios—leading to cost savings and increased customer satisfaction.
In addition to more accurate forecasting, AI can also improve inventory management by providing real-time visibility into stock levels. This ensures that manufacturers have a better understanding of their supply chain and can make informed decisions about when to reorder materials, reducing both waste and stock holding costs.
AI is transforming the manufacturing industry
AI is helping manufacturers achieve unprecedented levels of efficiency, accuracy, and productivity. The benefits of AI implementation extend far beyond simple cost savings or efficiency improvements, including faster time-to-market, personalization of products, improved safety, and higher levels of innovation. As the industry continues to embrace digital transformation, AI will undoubtedly play an increasingly critical role in shaping the future of manufacturing. To learn more about Chooch’s solutions, check out our Ebook, AI in Manufacturing or get in touch with us.