As we enter the age of advanced technology known as Industry 4.0, smart devices, computer vision AI, and data analysis enable manufacturers to build a comprehensive strategy that combines various data-driven approaches to optimize manufacturing processes known as predictive manufacturing.
Manufacturers are applying data and predictive modeling to anticipate and prevent equipment failures or breakdowns, known as predictive maintenance. Predictive maintenance is helping manufacturers to improve the efficiency, reliability, and cost-effectiveness of their operations.
Benefits of predictive maintenance beyond predicting maintenance
The adoption of predictive maintenance has grown in recent years due to advancements in technology, the availability of data, and the benefits both offer. However, predictive maintenance isn’t just about preventing machine breakdowns, it has several other benefits that positively affect various aspects of manufacturing.
Here are a few reasons why manufacturing companies are embracing predictive maintenance:
Reduces costs: Identifying potential equipment issues before they disrupt operations saves time and money. Early detection, coupled with the ability to forecast maintenance needs, reduces emergency repairs and extends machine life.
Increases safety: Proactively addressing equipment issues reduces the risk of employee accidents or injuries due to equipment failure and improves the overall safety of their work environment. This EHS commitment provides employees with a greater sense of security.
Reduces workloads: By minimizing unexpected equipment breakdowns and failures, employees are less likely to be called upon for emergency repairs or troubleshooting tasks. This reduces the burden on their workload and improves productivity and job satisfaction.
Improves planning and scheduling: Based on data-driven insights, maintenance activities can be planned and scheduled. A clear plan and schedule for maintenance tasks enables employees to better allocate their time and resources and reduces the likelihood of last-minute disruptions or overtime work.
Competitive advantage: By reducing operational costs, improving product quality, and enhancing customer satisfaction, companies can gain a competitive edge. By minimizing equipment downtime and maximizing production efficiency, they can deliver products more reliably and meet customer demands effectively.
It’s clear that by optimizing maintenance, manufacturers not only improve operations and reduce costs but also create a more efficient and productive environment for their employees leading to an improved overall sense of well-being and superior job performance.
The role of computer vision in predictive maintenance
So where does computer vision fit in. Manufacturing is a world of precision and consistency; the tiniest defect can make a big impact. Traditional equipment inspection methods, either by human scrutiny or machine systems, have limitations, such as fatigue, lack of adaptability, and inability to spot certain defects.
Computer vision is beginning to play a crucial role in helping to augment traditional inspection processes. It can collect massive amounts of data from equipment, machinery, or production environments which can be analyzed faster and with greater accuracy, saving time and effort compared to traditional methods.
By analyzing real-time sensor data and historical performance data, computer vision can easily identify patterns, detect anomalies, and provide early warnings of potential equipment issues. This allows maintenance teams to schedule maintenance activities proactively, minimizing downtime, reducing costs, and optimizing the lifespan of equipment.
So, let’s explore the 6 ways computer vision is helping in predictive maintenance:
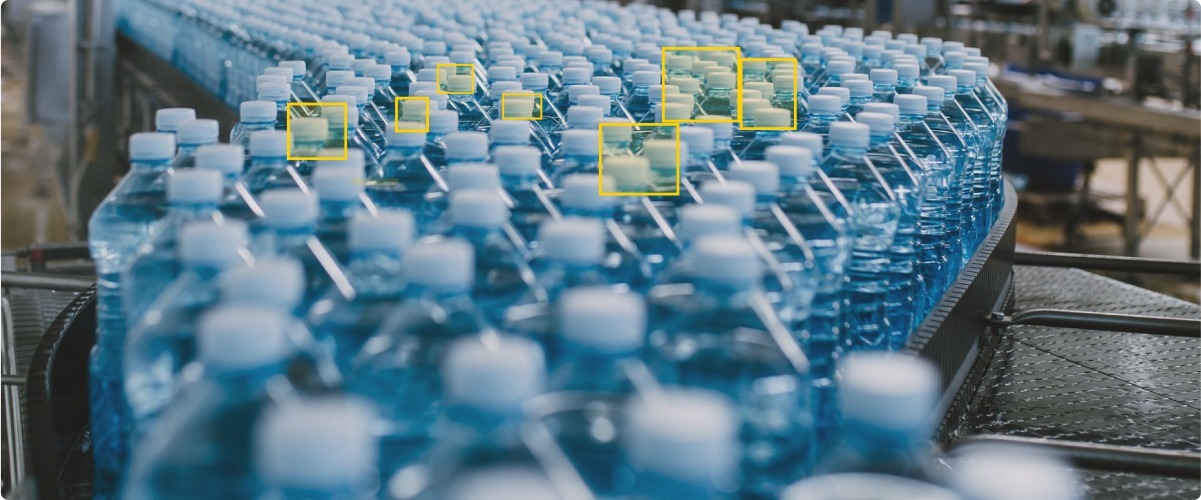
1. Anomaly detection: Computer vision algorithms can analyze images or videos captured by cameras to detect anomalies or deviations from normal operating conditions. By comparing real-time visual data to baseline or reference images, computer vision systems can quickly identify signs of potential equipment failure, such as abnormal vibrations, leaks, cracks, or irregularities in the appearance of components. These anomalies can often be very subtle and easily missed by the human eye, making computer vision far more accurate and reliable for detecting defects faster.
2. Wear and tear assessment: Computer vision can monitor the wear and tear of equipment components over time. Advanced image segmentation techniques, like semantic segmentation, identify the exact location and size of the potential equipment degradation. By collecting this data at these levels of specificity, it makes it easier to track over time the condition of machine parts and signs of degradation or corrosion to estimate their remaining useful life. This information helps maintenance teams plan timely replacements or repairs, minimizing downtime, and optimizing maintenance schedules.
3. Real-time monitoring: Computer vision enables real-time monitoring of production processes and equipment performance. By analyzing visual data, computer vision systems detect deviations from normal operating parameters, such as temperature, pressure, or speed. When abnormal conditions are detected, pre-programmed actions can be initiated, and real-time notifications can alert maintenance teams to intervene promptly to prevent potential failures that could disrupt operations.
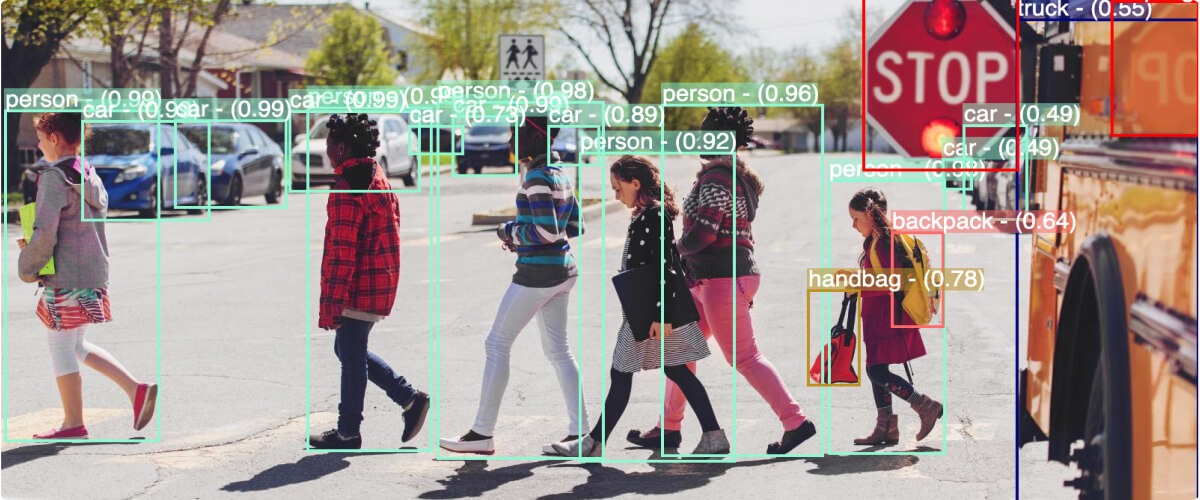
4. Object recognition and tracking: Computer vision can recognize and track objects, such as tools, parts, or products, within a manufacturing environment. Computer vision models using algorithms like Single Shot MultiBox Detectors (SSD), can detect and classify multiple objects within video images in real time. This helps in monitoring the movement and usage of equipment and assets within the manufacturing environment. For example, camera video streams can be analyzed in real time to track the location of tools and equipment to prevent loss or identify instances of improper handling.
5. Inspection automation: By combining computer vision, robotics, and data analysis, equipment inspection processes and condition reports can be automated. For example, video data captured by cameras can be analyzed using deep learning algorithms to learn hierarchical representations of this data to deliver more accurate object recognition, image classification, and location segmentation. This level of analysis can detect defects, measure dimensions, or identify irregularities in components faster and more accurately; reducing the reliance on human inspectors and speeding up maintenance procedures.
6. Predictive analytics: Computer vision data, when combined with other sensor data, can be leveraged for predictive analytics. By analyzing historical visual data and equipment performance, computer vision systems can identify patterns, correlations, or early warning signs of potential failures. This enables maintenance teams to predict maintenance actions before they are needed and plan proactive interventions.
The future of predictive maintenance with computer vision
Computer vision provides manufacturers the ability to continuously monitor the health of equipment without fatigue. Just like a human, when a computer vision system detects a potential failure pattern, it can alert the maintenance team, allowing for timely replacement and avoid unexpected downtime. In a nutshell, computer vision is making machine maintenance smarter, safer, and more efficient.
Not without implementation challenges, including data privacy concerns, the need for high-quality data for training AI models, and the technological infrastructure required, predictive maintenance driven by computer vision technology will become the norm in manufacturing. And as it continues to advance and merge with other technologies like artificial intelligence and the Internet of Things, it’s set to revolutionize machine maintenance even further.